自作もの日記 コメント帳
CNC3040の脱調改善 - キリコ
2019/01/22 (Tue) 14:37:08
2017年11月にChina-CNC ZONE製のCNC3040を購入したものの、Y軸だけ位置がズレる、という症状が出て困っておりましたが、こちらのブログにあった対策を試みたところ完治しましたので、御礼と報告をさせていただきます。
コントローラー基盤の仕様
ドライバIC TB6560AHQ
フォトカプラIC 4N25
フォトカプラICの入力側抵抗 270Ω
付属ソフトウェアはCNC_USB、USB-パラレル変換ケーブルが付属している仕様になっています。またスピンドルの電源ラインにコイルとコンデンサによるフィルタが入っているため、それなりにノイズ対策はなされている機種のようです。
スピンドルを回していない無負荷の状態でも低速時にY軸が+(下)方向にどんどんズレていく症状で、他ブログの記事を見て、1番ピンを浮かす低速時のトルク強化やアース線の追加を試みたのですが、まったく効果がありませんでした。
こちらの記事を見て2200pFの積層セラミックコンデンサを購入して、フォトカプラICの入力側である1-2番ピン間に取り付けてみたところ、症状がなくなりました。
後で見ると入力に入っている抵抗の値が若干違ったため、計算するとLPFのカットオフ周波数が270kHz程度になっていますが、問題なく動作しています。
よくあるX軸ではなくY軸にだけ症状が出た理由がわかりませんし、ノイズ源がスピンドルではないなら何のノイズかもわかりませんが、LPFを入れると効果があることは確かなようです。
非常に助かりました。ありがとうございます。
タイタニック号の沈没した日に誕生 - うさぎ777
2018/07/27 (Fri) 19:00:43
タイタニック号の沈没した日に誕生
http://music.geocities.jp/jphope21/02/6/65_1.html
北朝鮮の建国の父である金日成のことだった。
( http://book.geocities.jp/conspiracycalendar/02/d/04/0415.html )
( http://music.geocities.jp/jphope21/0103/32/208.html )
( http://book.geocities.jp/japans_conspiracy/01/p008.html )
( http://park.geocities.jp/j_con4/0104/p043.html )
( 個人的意見 )
面だしGコード生成について - yama
2018/02/12 (Mon) 09:08:53
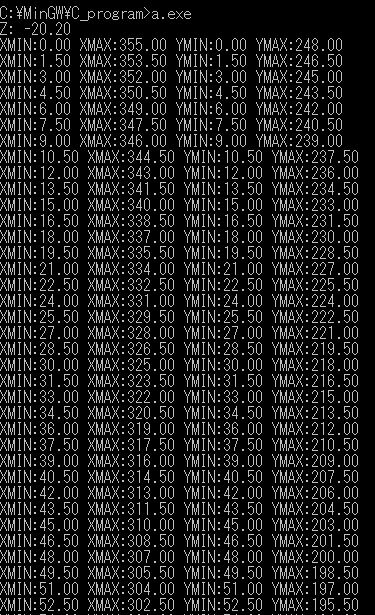
Gコード生成プログラムをリファレンスを片手に眺めていたらoutputfile関数にて生成ファイル名がout.ncdであることがわかりました。出力されたファイルをテキストエディタにて見たら間違いなくGコードでした。お騒がせいたしました。他の記事も利用させていただきます。
面だしGコード生成について - yama
2018/02/10 (Sat) 12:22:55
 はじめまして投稿させていただきます。
はじめまして投稿させていただきます。
山縣と申します。
突然の投稿で大変恐縮ですが、Likiponさんのお力をお借りしたくメールいたしました。
管理人さんが作成された面だし加工用プログラム(面だしGコード生成)を利用させていただきます。ご許可願います。MinGWにてプログラムをコンパイルし実行ファイルを生成しましたが内容はGコードになっていません(添付画像のとおり)。コンパイラに不具合があるのでしょうか?それとも根本的にコンパイル方法やコンパイルツールがまずいのでしょうか。C言語を含めて超初心者です。お忙しいとは存じますがご教授ください。宜しくお願いいたします。
mach3 設定??? - もも
2017/01/19 (Thu) 18:33:36
はじめまして。解決出来なく困ってます。助けてください。cnc3040をmach3で加工したいのですが、サイズmm's設定で16mmの円加工をした際に32mmの円加工をします。gコードは16mmの設定で間違い無いのですが、x、y、zが2倍になります????
ご教授下さい!!
mach3主軸回転数 - sp12
2016/12/12 (Mon) 12:23:25
はじめまして。現在、旋盤をCNC化しているのですが、mach3に主軸の回転数を表示させることが出来ず困っております。mach3のフライスモードでは主軸回転数を表示させることが出来たのですが、旋盤モードでは同じように設定しても回転数が表示されなくて困っております。現在mach3は体験版なのですが、その辺りも関わってくるのでしょうか?何方か回答宜しくお願いします。
Mach3のパルス出力について - ヒマ人
2016/01/17 (Sun) 17:45:11
初めまして
Mach3の出力ポートにUSBからプリンタ用の36Pinに変換するUSBプリンタコンバータケーブルを使おうとしているのですが上手く設定ができません。解決方法を教えてもらえないでしょうか?
Re: Mach3のパルス出力について - Likipon
2016/01/17 (Sun) 23:00:06
USB-パラレル変換はプリンタ専用でほかには使えない製品が多いです。
Mach3で使うならパラレルポートとして全ピン分をきれいに変換できる製品が必要ですが、そういう製品は多くなさそうです。(ない事はなさそう)
それでもうまく動くかは不明ですが・・・
Re: Mach3のパルス出力について - ヒマ人
2016/01/18 (Mon) 17:11:36
回答、ありがとうございます。
変換ケーブルのほとんどがプリンタ専用なのですか…勉強になりました。パラレルポートを増設するか、全ピン分を変換できる回路を新たに作成するしかないですね。
原点自動設定後からの移動方向 - さび
2015/11/17 (Tue) 02:50:06
初めまして
mach3にて原点自動設定後からの移動にて、原点スイッチを押してからの自動で移動する方向を逆向きにしたいと考えています。
現状、中国製のX4-800usbにて
左手前に原点を設置しようとしていますが、自動設定時X軸のみスイッチ側の左に移動しようとします。
X軸だけ右側に原点スイッチをつけ、Home Negをチェックをつければ、スイッチを押した後、
左に移動し自動設定は使えます。
しかしこの場合、X軸の移動は左のみで値がマイナスになり、切削物のデータが右へ画面外になってしまいます。
対応方法として、原点スイッチを押した後の方向の設定部分がどこか教えていただけると助かります。
MACH3の一式すべてのマニュアルが見つからず、ネットを彷徨う毎日です。。
基板加工 - sbin
2015/03/01 (Sun) 18:05:57
今晩は
私もtarget3001!で書いてcnc3020で加工してみたくなりました。とりあえず回路を書いてパターンも引いてみました。
ドリルの穴も動いている感じです。
穴開けは0.8mmで開けて後はV字カッターでパターンをカットしたいのですが、ドリルデータとその他を別々に出力して加工するのが良いのでしょうか?
工具の交換方法が分からないので、別々にに出力しようと考えました
Re: 基板加工 - Likipon
2015/03/01 (Sun) 22:09:46
◆1
Target3001の基板切削用データ作成時に
パターンカット、穴開け、外形カットを
それぞれ選ぶことができます。
全部あわせて出力してもよいし、1個ずつ選んで出力すれば別々のファイルを作ることもできます。
◆2
複数の工程をあわせて出力した場合、途中で工具交換の命令が入ります。
CAMソフト(Mach3とか)の画面に工具交換をうながすメッセージが出るので、そこで工具交換します。
工具交換したあと、Z軸の原点あわせをしなおしてから
続きの作業を行います。
◆3
穴開けに限ってみても、0.8以外のドリルを使うことがあれば途中で工具の交換が必要です。
まあ、そんなに難しいことはないので各工程通しのファイルを1個用意すればよいのではないかと思います。
ただ、工具交換は操作上のケアレスミスでおかしなことを引き起こしやすい工程です。あらかじめ壊してもいいような工具とワークを使ってその動作をよく確認しておかれるのがよいでしょう。
◆4
余談ですが、sbinさんもお書きのとおり、穴開け後にパターンカットするのがおすすめです。
逆の順だと、ランドのサイズが小さい場合、穴開け時にパターンがふきとばされてしまう事があります。
Re: 基板加工 - sbin
2015/03/02 (Mon) 20:11:19
詳しく回答戴きましてありがとうございます。
Engraving insulation channels から出力してみました。
動きをNCVCを使って確認してみてます。工程もある程度分けられました。
工具交換の方法がよくわかりません。出力を見るとM06 T1から T8まで書かれています。
これが交換命令だと思っていますが、mach3はそのまま通過してしまいます。ドリルはT1からT6までになっています。
これらのデータをmach3のツールテーブルに登録も必要なのでしょか?
また、ポーズの入れ方が理解できません。各工程の通しファイルと言うのはtarget3001の出力設定に指定するのでしょうか
Re: 基板加工 - Likipon
2015/03/02 (Mon) 21:56:32
>工具交換の方法がよくわかりません。
お書きのとおりM06 Txのところでプログラムがいったん止まってツール交換するようにできます。
Mach3側の設定です。
私の手持ちのmach3とバージョンがあってるかわからないのですが:
①Config - General config
②左上の方のTool Changeのところで、
Stop Spindle. Wait for Cycle Startを選択。
たぶんこれで止まるようになると思います。
たぶんスピンドルは回ったままの気がするので手動で止めます。
ツール交換後に、Z軸原点設定を再実施し、Cycle Startボタンを押すとプログラムが再開します。
>また、ポーズの入れ方が理解できません。
上記のとおりMach3側の設定で勝手にポーズが入ります。
>各工程の通しファイルと言うのはtarget3001の出力設定に指定するのでしょうか
Target3001のバージョンが少し古いのですが、私の環境では「Engraving insulation channels」の最初のタブにある「Process-plannning」のチェックボックスで、どの工程をファイルに入れるか選択できます。
・・・ということを言っていただけで、たぶんすでにsbinさんも実施されてるのでないかと思います。
>動きをNCVCを使って確認してみてます。
Mach3との兼ね合いなので、実機を使って試してみてください。(NCVCだとわかりません)
原点合わせミスで事故を起こす事が多いので、最初はどうでもいい材料と工具を使ってお試しされることをおすすめします。
非常停止ボタンに手をかけておくのもおすすめです・・・・
Re: 基板加工 - sbin
2015/03/02 (Mon) 23:08:31
早速お返事いただきありがとうございます。
最初に書くべきでした。すみません。
Mach3 は R3.043.066 です。
教えていただいたように設定しましたら無事に「Change Tool」が黄色で点滅して
止まりました。これで工具交換でそうです。
危ないのでまだ刃をつけない状態で軌道テストしています。
刃をつけて Auto Tool Zero を試してOKであれば切削テストをしてみたいと思います。
Z軸の原点設定はAuto Tool Zero ボタンに割り付けました。
心配していただいているようにゴーグルと非常停止ボタンは必須ですね。
昨日、刃を折ってしまいました。更にヒューズも溶解してしまい交換しました。
通しファイルに関しては、チェックボックスを何通りか試してやっておりました。
Start Output タブにある Insert these commandlines after a tool change に何か入れるのか勘違いしていました。
あと気になるのは、target3001! V17 の出力コードの中に、
M09
G00 Z40
(MSG, TURN OVER PCB NOW AND CONTINUE)
M03
M07
M08
G00 Z1.0
と言うのが挿入されていて脱調していまいます。
私のは、3020 ですので Z軸を引き上げたときに足りなくなってしまいます。
もう少し調べてみます。
ありがとうございました。
Re: 基板加工 - Likipon
2015/03/03 (Tue) 00:06:06
>と言うのが挿入されていて脱調していまいます。
たしかにそれ設定できないかもしれません・・・
(当方V15です)
Z軸のゼロ点調整を基板面にあわせると
OKになるのであまり気にしていませんでした。
退避の高さくらい設定できればいいのにな・・・
Re: 基板加工 - sbin
2015/03/03 (Tue) 21:07:10
どうも基板を反転させるのに40mmがベストだと言ってました
テキストファイルなんで簡単に消したり、直したりできるでしょと言ってました。それはそうですが、ファイル生成の都度直すの面倒ですね。つい忘れてガがっとなりそうです。
面取りプログラムはWindos Formでコンパイルしたら基板を置くポケットの削り出しに使えて使う機会が多くなりました。
ありがとうございます。
Re: 基板加工 - sbin
2015/03/19 (Thu) 08:55:11
あれから色々あって思うように進んでいません
パターンらしくなってきましたが、今一な状態です。
穴開け→ラウンド→ラウンド+パターンの順番で削られますが最後のラウンド+パターンの時に原点が右に4mmずれてしまいます。
謎です
Re: 基板加工 - Likipon
2015/03/19 (Thu) 22:17:50
・NCVCでみても4mmズレてますか?
⇒ズレてればデータの問題・・・
・常に4mmズレてますか?
⇒ノイズの影響で動かすほどズレるという
現象ががありました。
どんなもんでしょう。
Re: 基板加工 - sbin
2015/03/19 (Thu) 23:12:07
正確には4.5mm位です。
使い方の問題かも知れません。
片面で書いているつもりなんですが、3Dで確認すると部品面のラウンドが見えていて、それが書かれているイメージです
Re: 基板加工 - Likipon
2015/03/19 (Thu) 23:47:24
Target 3001のEngraving...の最初のページで
カッパーボトムだけに設定するとなおりそうな気がします。
Re: Re: 基板加工 - sbin
2015/03/20 (Fri) 00:01:36
すみません
使い方の問題のでした
片面設定したらNCVCではずれなくなりました
ただ一部妙な動きをするところが前回の切削中にあったので
もう一度試してみます
ありがとうございました
モーターについて - sbin
2015/01/28 (Wed) 21:11:22
今晩は、
私も3020Z-DQをかってみました
モーターは新しくなっているようですが、音はそれなりにします。面だしのプログラムは便利ですね。使わせて頂きます。
Windowsで使いたかったのでC#にしてみました。
音はPWMにしないと下がらないようです。
私買ったのはLY BGAのです。
短い方がX軸でした。
まだ触り始めたばかりなので良くわからない状態です。
取り敢えず、原点センサーつけて、集塵機能をつけたいところです。集塵は特別の構造を、作られたのでしょうか?
Re: モーターについて - Likipon
2015/01/28 (Wed) 23:28:43
>取り敢えず、原点センサーつけて、集塵機能をつけたいところです。集塵は特別の構造を、作られたのでしょうか?
カッタのわきにホースを設け、掃除機で集塵できるようにしてみましたが、あまり芳しくありませんでした。
カッタの回りを覆ってしまうようなスタイルでないと
十分には吸い込めないようです。
こちらの作例が参考になります。
作るのが大変そうで私は採用できていませんが・・・
http://homepage2.nifty.com/h-yusa/mini_cnc/syujin.html
私が昔つかっていたLPKF社の基板切削機も
同様にカッタの回りを覆って集塵する構造になっており、
効率的に吸い込みできていました。